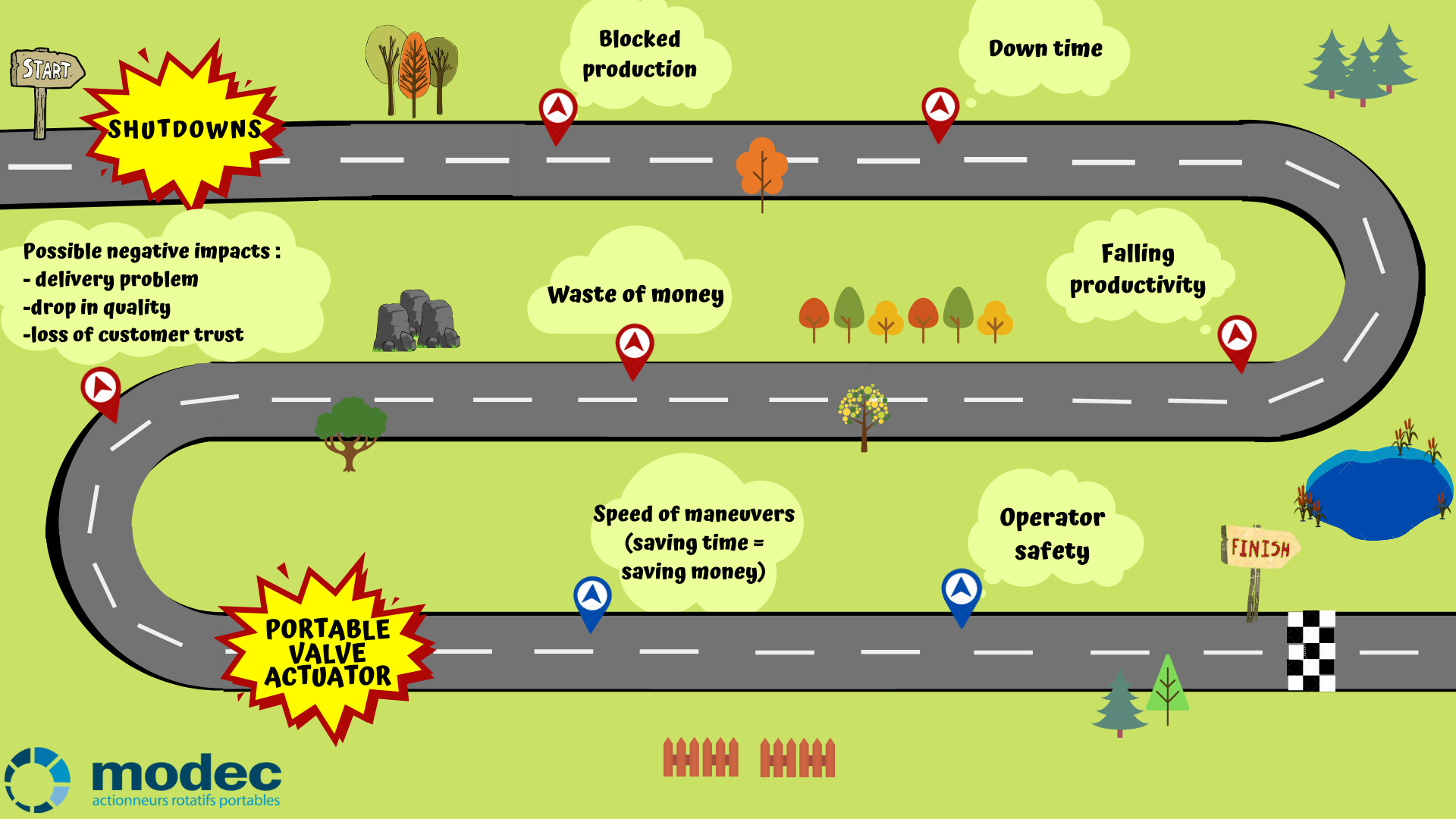
A Shutdown is the stoppage of a plant or an application, generally due to a problem and maintenance reasons.
Unplanned shutdown times can cost companies thousands or even millions of euros in productivity losses.
Shutdown times are different from breakdowns. A shutdown is considered to be less restrictive as its analysis covers both maintenance and production management (design and planning of material, financial and human resources).
These are episodes when means of production are inactive. The causes of these stoppages are outside the company: Lack of supplies, lack of personnel, lack of energy, etc. In this category, production shutdowns are very often due to organisation problems.
These stoppages can be attributed to the means of production themselves. We can make a more accurate analysis of internal cause downtime by discerning:
For the sake of simplicity, we can also classify them as follows: Emergency stoppages and planned stoppages.
At first sight, it would seem that so-called "emergency" stops mostly affect production line performance and, therefore, the plant’s productivity. This type of event mobilizes part of your maintenance team, which must find the cause of the stoppage and get the equipment back in running order as quickly as possible. During this time, productivity drops, which may affect the plant’s profitability.
The consequences of the stoppage for manufacturers are mainly linked to productivity and can lead to significant losses. All plants can calculate the hourly cost of an equipment stoppage.
The losses caused by downtime can be assessed by the loss of production, data, reputation and even service life. The most commonly used technique consists of calculating the monetary value of downtimes. How much money does your business lose on account of equipment downtime per minute, per hour, per day or even longer?
Other than financial risks, the difficulty in delivering finished good-quality products on time can also be problematic and create losses of confidence amongst customers.
Even so, many companies still do not calculate their downtime costs. In other words, few companies rely on quantifiable data and are aware of a dysfunction’s cost. And this continues until they are confronted with this type of problem too late to be able to react as they should.
Even planned stoppages are complex and highly expensive projects. No industrial site is safe from unpleasant surprises that disrupt plans and delay production restarts. Millions of euros can be lost in just a single day.
For reducing, optimising and simplifying installation downtime, increasing safety and reducing related costs: we propose to companies in all business sectors where handwheels, valves and even shafts need to be turned, a totally adaptable and highly reliable range of top-quality equipment - our Portable Valve Actuators.
-5.png?width=607&name=Sans%20titre%20(1)-5.png)
Our main customers are in the following industries: Oil and gas, chemical, nuclear power, energy production, waste and water, food processing, automobile, the navy, shipyards and many others.
The choice of energy depends on your environment (indoor/outdoor, the availability of compressed air, ATEX certification requirements, etc.).
-1.png?width=422&name=Ajouter%20des%20lignes%20dans%20le%20corps%20du%20texte%20(1)-1.png)




 English
English